Heat Fin Double Stacking
Custom double-sided milled fin radiators dedicated to PTC heating devices. Integrated molding eliminates welding heat loss and adapts various tube layout structures.
Custom double-sided milled fin radiators dedicated to PTC heating devices. Integrated molding eliminates welding heat loss and adapts various tube layout structures.
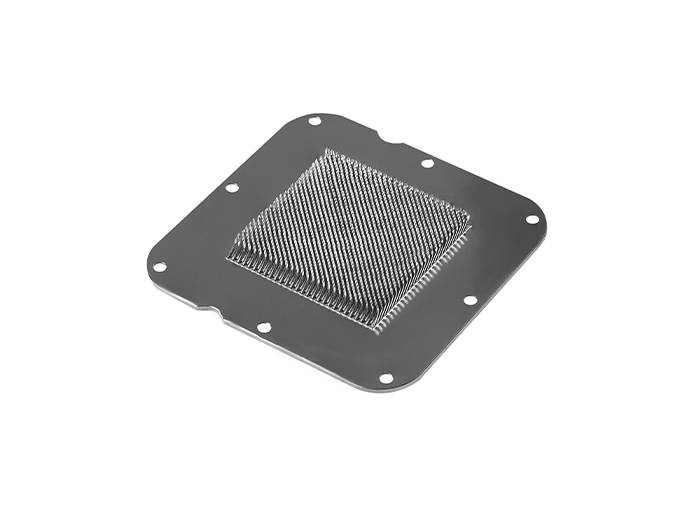
Arc & serrated wavy fin structure processed by dedicated skiving cutters, expanding heat exchange area while lowering air flow resistance for air cooling heat sinks.
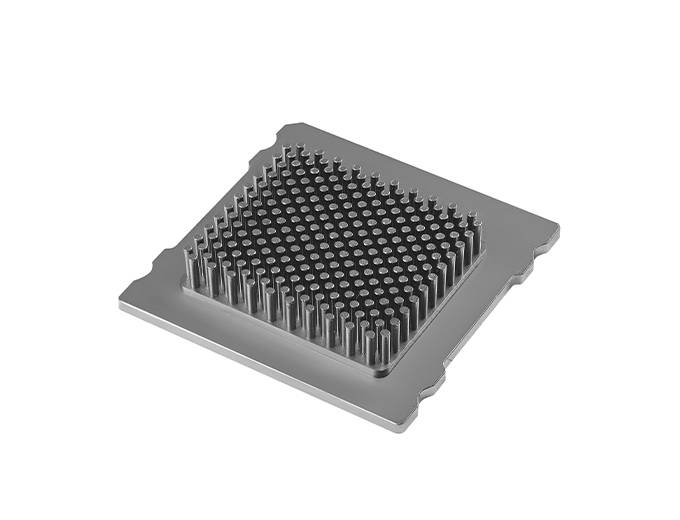
Concentric spiral pin substrate design for CPU/server liquid cooling systems, extending coolant flow paths to balance surface temperature distribution.
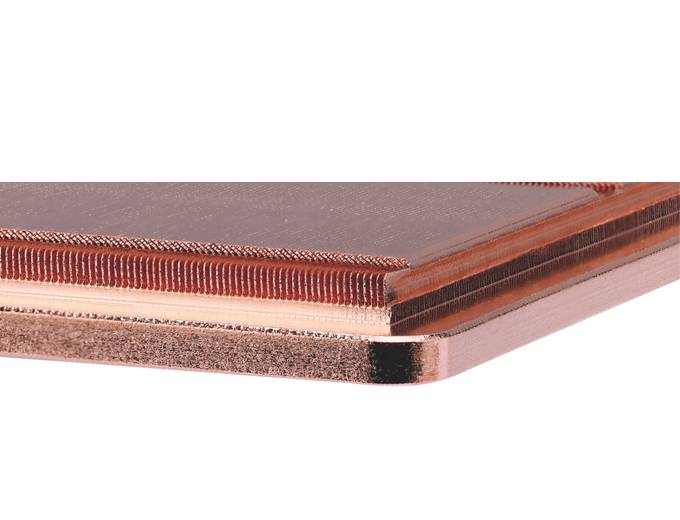
Dual independent channel fin structure for medium & high power density liquid cooling hardware, evenly distributing thermal load across cooling paths.
Two forming technologies: high-temperature hot swaging for large complex aluminum parts, and room-temperature cold forging with precise ±0.01~0.05mm tolerance and high material utilization.